Equipo 5
Historia de la TOC
Eli Goldratt
es el creador de la TOC (Theory Of Constraints), la Teoría de Restricciones.Desde 1975 ha trabajado continuamente en las reglas, conceptos y herramientas
para un verdadero proceso de mejora continua.
El más grande mérito del Dr. Goldratt y su equipo de investigadores expertos en la TOC de diversas partes del mundo, es haber encontrado una forma lógica y muy eficiente de poder romper paradigmas mediante el uso de novedosos procesos de pensamientos y diagramas lógicos que nos permiten optimizar y adecuar distintas herramientas técnicas y de gestión para ser usadas por cualquier persona.
¿Que es el TOC?
El T.O.C. permite enfocar las soluciones a los problemas críticos de las empresas (sin importar su tamaño ó giro), para que estas se acerquen a su meta mediante un proceso de mejora continua. Para su desarrollo se tomo como base el método Socrático.
La TOC comprende un conjunto de conocimientos, principios, herramientas y aplicaciones que simplifican la gestión de los sistemas, utilizando la lógica pura o sentido común.

Principios de la TOC
Para poder comprender los principios de la filosofía Goldratt describió nueve reglas de programación de la producción
1. No equilibre la capacidad, equilibre el flujo.
2. El nivel de utilización de un recurso sin cuello de botella no se determina
por su propio potencial sino por alguna otra restricción del sistema.
3. La utilización y la activación de un recurso no son la misma cosa.
4. Una hora perdida en un cuello de botella es una hora perdida para todo el
sistema.
5. Una hora ahorrada en un no embotellamiento es un espejismo.
6. Los cuellos de botella rigen tanto el throughput o demanda atendida como el
inventario en el sistema.
7. El lote de transferencia no puede y, muchas veces, no debe ser igual al lote
del proceso.
8. Un lote de proceso debe ser variable tanto a lo largo de su ruta como en el
tiempo.
9. Las prioridades pueden fijarse únicamente examinando las restricciones del
sistema. El plazo se deriva del programa.
Principios de restricciones
Óptimo
global versus óptimo local: Lucha contra la estructura
jerárquica piramidal clásica. Como primer principio hay que considerar que los
departamentos no deben ser islas independientes donde se mida solo por su
productividad local.
Contabilidad
de costes clásica: En una gran empresa donde haya muchas líneas
de productos, es posible que alguna línea salga no rentable desde el punto de
vista de costes clásico.
Balancear el flujo: Trabajar con punto de partida los cuellos de botella (puntos en los que los recursos utilizados limitan el flujo de la empresa).
La utilización y la activación de un recurso: La activación de un recurso no lleva a la empresa a obtener el mejor resultado la puede conducir a la indiligencia desde el punto de vista económico.
El nivel de utilización de un recurso no determinado: La utilización de la fábrica debe ser basada en un flujo que pueda absorber el mercado y que internamente optimice los cuellos de botella.
Implementación
1. Tiempo de Entrega: una
reducción del 69%
2. Cumplimiento de las entregas: mejora del 60%
3. Niveles de inventario: reducción del 50%
4. Ingresos: incremento del 68%

1.- Identificar las restricciones del sistema
Una restricción es
una variable que condiciona el flujo de producción, Cualquier tipo de sistema y
su meta, podremos encontrar las restricciones pues hay unos pocos elementos que
determinan su capacidad.


TIPOS DE RESTRICCIONES
Restricciones de mercado: el
mercado limita la demanda, satisfacer la demanda depende de la capacidad del
sistema.
Restricción de materiales:
la producción se limita por la disponibilidad de materiales en cantidad y
calidad
Restricciones de capacidad:
es el resultado de tener equipo con capacidad que no satisface la demanda
requerida.
Restricciones logísticas:
restricciones propias del sistema de planeación y control de producción
Restricciones
administrativas: son estrategias y políticas definidas por la empresa que
perjudican todas las decisiones relacionadas con la manufactura. Se pueden
producir dos situaciones. 1.- sub-optimización del sistema. 2.- agravar el
efecto de otras restricciones
Restricciones
conductuales: actitudes y
comportamientos del personal
2.- explotar las
restricciones del sistema
Implica buscar la forma de
obtener la mayor producción posible de la restricción. Mejorando su desempeño
hacia la meta.
Una vez identificada la
restricción en la producción, se pretende explotarla haciendo mejoras, sin
necesidad de invertir dinero en modificar su capacidad.
3.- subordina todo a las
decisiones adoptadas en el paso anterior: debido a la decisión del paso
anterior; una determinada limitación puede verse obligada a parar su trabajo si
los recursos no limitados (la gran mayoría) no le suministra los componentes
que necesita. En el sentido opuesto también será perjudicial para el conjunto
de la organización de recursos no limitados y, por tanto, con exceso de
capacidad, suministren a la limitación más componentes de los que esta pueda
procesar “en el caso de que una maquina no cuello de botella que proporcione
componentes a una que, si lo es, - todos aquellos suministrados en exceso se
convertirán en inventario”.
4.- Elevar la restricción:
esto significa superar las restricciones marcadas por su falta de capacidad.
Una vez realizados los pasos anteriores, es posible que a fuerza de mejorar
la utilización de la limitación, o de incrementar si capacidad, esta haya
desaparecido. Ello no constituye el final del proceso de mejora continua
perseguido, puesto que darse la situación mencionada aparecerá una nueva
restricción en algún otro lugar de la organización.
5.- Cierra el ciclo de
mejora continua: ahora se buscara una nueva restricción que sera nuestro nuevo cuello de botella para mejorar la productividad.
Los 5 pasos son usados para alcanzar mejoras quánticas, a través del apalancamiento en la simplicidad inherente del aspecto físico del sistema. Es un Proceso de Mejora Continua.


¿COMO ESTA TEORÍA NOS PERMITE GESTIONAR EFICIENTEMENTE UN PROCESO PRODUCTIVO?
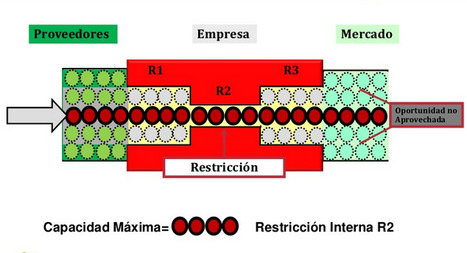
Restricciones
de recursos interna: éste es el clásico cuello de botella, pudiendo ser una
máquina, un trabajador o incluso una herramienta.
Restricciones
de mercado: cuando la demanda del mercado es menor a la capacidad de
producción. En este caso el mercado dicta el ritmo de la producción.
Restricciones
de política: una política que rige la tasa de producción, por ejemplo: una
política de no trabajar horas extras.
La
solución propuesta del OPT para la producción es hacer que el recurso cuello de
botella (CB) sea el que marque el ritmo de la programación de la producción.
Con ello, se evitará el incremento de inventarios innecesarios, consiguiendo
además, los mismos ingresos netos. Si se acepta lo anterior, debe procederse como
sigue: primeramente, no hay que preocuparse de equilibrar la capacidad de la
planta, sino de intentar equilibrar el ritmo de producción de los recursos no
cuello de botella (NCB) al ritmo que marca la limitación del (CB) y,
en segundo lugar, debe intentarse elevar la capacidad de éste hasta que se logre
un equilibrio con la demanda del mercado. En la mayoría de los casos,
incrementar la capacidad de un determinado centro de trabajo que es cuello de
botella (CB) no tiene por qué significar la adquisición de más capacidad, sino la
utilización más racional de la existente.
Eliyahu, & Goldrat. (208). Teoria de restricciones.
En U. P. Salestina.
Eliyahu.Goldrat. (5 de 3
de 2015). La meta. Obtenido de https://leanmanufacturing10.com/toc
Poma, J. (4 de 06 de
2018). principios y teoria de restricciones. Obtenido de
https://www.scoop.it/topic/analisis-cuantitativo-en-los-procesos-organizativos/p/4029891703/2014/10/15/principios-y-caracteristicas-de-la-teoria-de-restricciones-tdr
Carlos Artola Grados. (2004). Modelo DBR en procesos productivos – Aplicando la teoría de restricciones. LIMA – PERÚ.
Goldratt, Eliyahu y Cox, Jeff,-1998 - La Meta, un proceso de mejora continua, México, SegundaEdición. Ediciones Castillo
